When peeling, blistering, uneven color, surface pitting, or poor adhesion occurs, the first reaction in many production lines is to check the chemicals or immediately adjust the plating bath parameters. However, electroplating defects can result from many different factors. Therefore, electroplating defect analysis should not begin by changing multiple parameters at once. The first step should be to collect sufficient, systematic, and verifiable data.
The clearer the data, the stronger the basis for defining the scope of the problem and testing possible hypotheses. Conversely, if the initial information is incomplete or inaccurate, troubleshooting can easily turn into a trial-and-error process, making it difficult to identify the actual root cause.
I. Why Is Data Collection Necessary Before Analyzing Electroplating Defects?
In actual production, one visible defect does not necessarily correspond to one specific cause.
For example, uneven plating color may require an investigation of multiple factors, such as operating conditions, current distribution, electrical contact, workpiece positioning, bath condition, or variations originating from previous process steps.
Similarly, peeling does not necessarily mean that the problem lies in the final plating bath. The analysis may need to consider the substrate material, cleaning, activation, intermediate plating layers, transfer time between process steps, and other related factors.
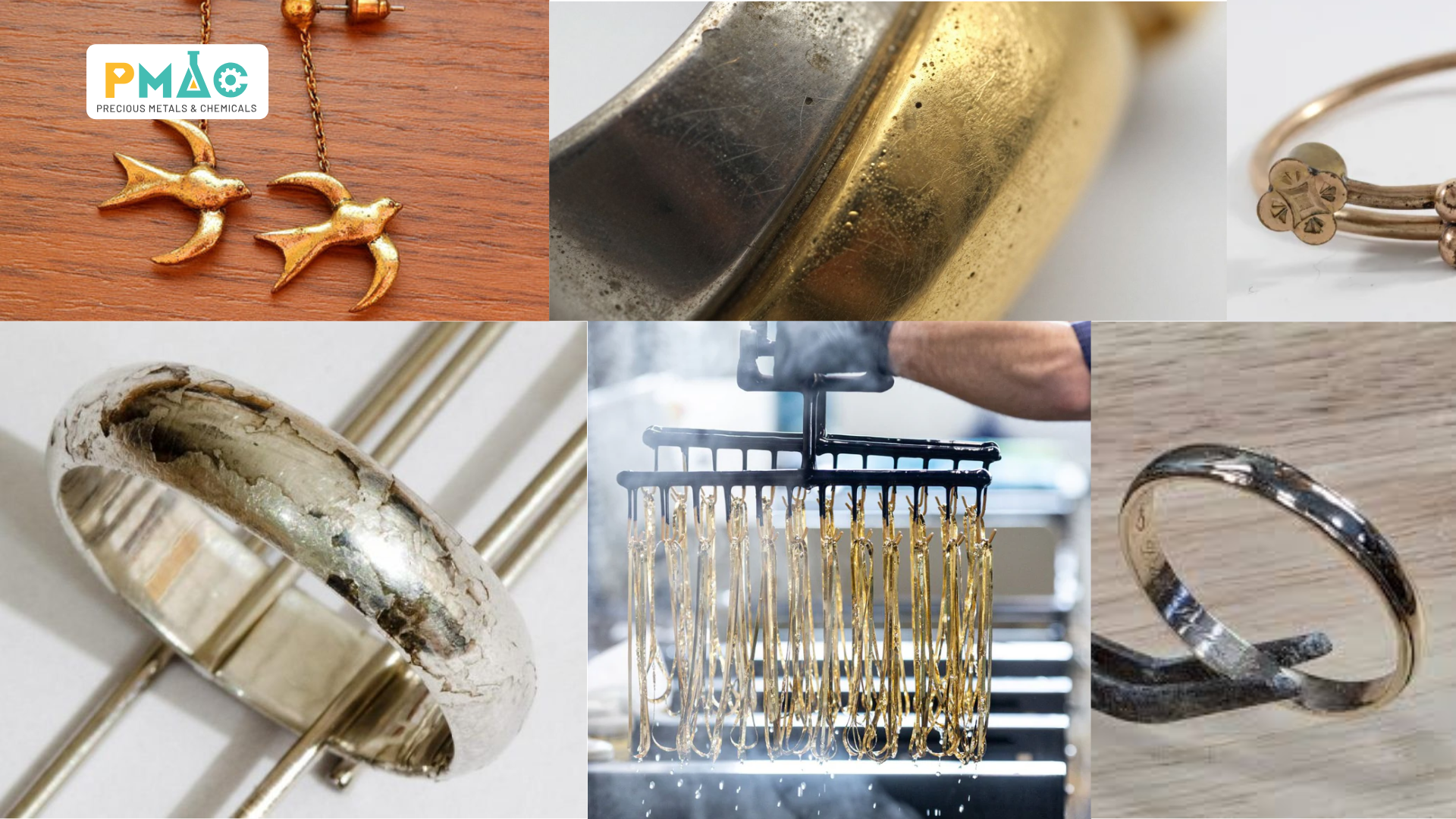
Figure 1: Common electroplating defects
If chemicals are replaced, temperature is increased, pH is adjusted, or current density is changed before sufficient data has been collected, a company may face three problems:
- It becomes difficult to determine which change actually produced the result.
- New variables may be introduced into the process.
- Important information about the original condition of the problem may be lost.
A systematic approach to electroplating defect analysis should answer several fundamental questions: What is the defect? When did it first appear? Where does it occur? What is the defect rate? Is there a recurring pattern? What changed before the defect appeared?
Only when sufficient data is available can technicians develop hypotheses, narrow down the possible causes of electroplating defects, and verify each possibility instead of adjusting the process based on assumptions.
See also: Factors Affecting Electroplating Quality
II. 8 Types of Data to Collect Before Starting Electroplating Defect Analysis
1. Defective Product Samples
Data to collect
When a problem occurs, the company should retain:
- Actual defective product samples.
- Acceptable samples from the same process or from a previous period of stable production, if available.
- Clear images showing the location and characteristics of the defect.
- Information on the number of affected products.
Actual samples often provide more information than verbal descriptions. The location of the defect, the shape of the affected area, its distribution, and differences between surfaces can all become valuable data during the evaluation process.
Why is this data important?
A defective sample alone only shows that the current product has a problem. When compared with an acceptable sample, the analysis gains a useful reference point.
Technicians can examine differences in color, brightness, defect location, coverage, and surface characteristics. In some cases, an acceptable sample also helps establish the condition that the process was previously capable of producing consistently.
What can this data help narrow down?
Defective and reference samples help guide the next stage of investigation. However, visual inspection alone is not sufficient to determine the root cause. The findings must be compared with process data and actual production conditions.
2. Accurate Description of the Defect
The phrase “the plating is not acceptable” provides almost no useful information for technical analysis. A useful description should clearly identify the observed defect, such as:
- Peeling.
- Blistering.
- Uneven color.
- Burnt deposits.
- Surface pitting.
- Spots or stains.
- Dull deposits.
- Poor adhesion.
In addition to naming the defect, its location, shape, severity, and conditions of occurrence should also be recorded.
For example, instead of stating that “the product has a color defect,” a more useful description would be: the color is uneven between recessed and exposed areas; the defect appears on most products within one batch; and previous batches did not show the same phenomenon.
Why is this data important?
An accurate description prevents different departments from interpreting the same problem in different ways. It also provides a basis for selecting which groups of factors should be investigated first.
What can this data help narrow down?
The characteristics and location of the plating defect can help classify the direction of the investigation. However, a single surface symptom should not be used to immediately conclude that there is only one possible cause.
3. When the Defect First Appeared
One of the most important questions in electroplating troubleshooting is: “When did the defect first appear?”
The following information should be identified:
- The date or first production batch in which the defect was recorded.
- Whether the defect appeared suddenly or gradually increased over time.
- Whether chemicals had recently been added or changed.
- Whether the plating solution had been adjusted.
- Whether equipment maintenance, replacement, or process changes had occurred.
- Whether there had been changes in the water source, materials, or raw material suppliers.
Why is this data important?
Time-related data creates a reference point that can be compared with the operating history. If a process had been stable for a long period and a defect appeared after a specific change, that change becomes an important factor to investigate.
This does not mean that the change is necessarily the root cause, but it can become a hypothesis that requires verification.
What can this data help narrow down?
The incident timeline helps narrow the investigation from the entire production system to changes that may be relevant based on when the problem occurred.
4. Defect Rate and Scope
It is not enough to know that “a defect occurred.” The company also needs to understand the pattern of the problem.
Questions to answer include:
- How many products are defective?
- What percentage of the total production is affected?
- Does the defect affect the entire batch or only part of it?
- Does it occur in a fixed location or randomly?
- Is it concentrated in a particular area of the rack?
- Is only one product type affected, or are multiple product types involved?
- Is the defect related to the shape or size of the product?
Why is this data important?
The defect pattern can provide important clues about the scope of the problem.
A defect affecting all products may have different characteristics from one concentrated in a specific location. Similarly, a defect occurring only on one type of component should be approached differently from a problem affecting multiple products with different geometries.
What can this data help narrow down?
The scope of the defect helps determine whether the investigation should prioritize system-wide factors, product-related factors, or localized factors such as racking position, electrical contact, or workpiece arrangement in the plating tank.
5. Substrate Material and Plating Layer Structure
The same visible defect occurring on different substrate materials or multilayer coating systems may be associated with different groups of potential causes.
The following information should be collected:
- Substrate metal.
- Surface condition before plating.
- Intermediate plating layers.
- Sequence of process steps.
- Final coating.
- Treatment steps between plating layers.
For example, a product with a multilayer coating structure should be evaluated across the entire process sequence. A defect visible on the final coating does not necessarily mean that the root cause originated in the final plating bath.
Why is this data important?
Each layer within the coating system has its own function and process conditions. A problem originating in an earlier layer may only become clearly visible after the next coating has been applied.
What can this data help narrow down?
A complete plating process flow helps identify which process steps should be investigated and prevents the analysis from focusing too early on the final coating.
6. Operating Parameters at the Time of the Defect
To evaluate the actual condition of the plating bath, operating data from the time the problem occurred should be available.
This information may include:
- Temperature.
- pH.
- Current density.
- Voltage.
- Plating time.
- Concentrations of bath components, if analytical data is available.
- Agitation condition.
- Solution circulation condition.
It is important to record actual operating parameters rather than relying solely on equipment setpoints.
Why is this data important?
Each electroplating solution has its own operating conditions and control limits. Therefore, the same temperature, pH, or current density range cannot be applied universally to every plating bath.
The evaluation should be based on the technical specifications of the plating system in use, historical data from stable production, and actual production conditions.
What can this data help narrow down?
Operating data helps determine whether any deviation, fluctuation, or abnormal condition occurred at the time of the defect and whether further investigation is required.
7. Plating Bath History and Recent Changes
A plating bath is not a static system. During production, its composition and operating conditions may change due to production load, chemical additions, drag-in, drag-out, filtration, and many other factors.
Companies should maintain records of:
- Bath operating age.
- Chemical addition history.
- Recent adjustments.
- Bath analysis results.
- Changes in the water source.
- Changes in incoming raw materials.
- Solution filtration history.
- Related maintenance activities.
Why is this data important?
A bath test performed at a single point in time only reflects its current condition. Historical data makes it possible to identify trends and events that occurred before the defect appeared.
For example, if the defect rate gradually increases over several weeks, the bath history may provide a different perspective from a problem that appears immediately after maintenance.
See also: 5 Common Mistakes When Adding Brighteners to a Plating Bath
What can this data help narrow down?
Operating history helps identify possible relationships between the occurrence of a defect and changes within the system. However, such relationships should be treated as a basis for developing hypotheses rather than sufficient evidence for concluding the root cause.
8. Equipment and Production System Information
A common mistake in electroplating defect analysis is assuming that the problem must originate from the chemicals.
In practice, the following factors should also be investigated:
- Power supply.
- Anodes.
- Jigs and racks.
- Electrical contact points.
- Agitation system.
- Solution circulation system.
- Filtration system.
- Workpiece arrangement in the plating tank.
Why is this data important?
Production equipment is directly involved in both the electrochemical process and overall operation. Even when the plating solution is within its control limits, coating quality may still be affected if other parts of the system are unstable.
What can this data help narrow down?
Equipment information expands the scope of the analysis beyond plating chemicals and allows the entire production system to be evaluated. This is essential for avoiding unnecessary bath adjustments when the actual cause may lie elsewhere.
Summary of Data to Collect Before Troubleshooting Electroplating Defects
| Data Group | Information to Collect | Value for the Analysis |
|---|---|---|
| 1. Product samples | Defective samples, acceptable samples, images, affected quantity | Direct comparison and defect characterization |
| 2. Defect description | Defect type, location, shape, severity | Classify the symptom and guide the investigation |
| 3. Time of occurrence | When it started, sudden or gradual occurrence | Relate the defect to recent changes |
| 4. Defect rate and scope | Defect rate, location, affected product types | Identify the pattern of the problem |
| 5. Material and coating structure | Substrate, intermediate layers, final coating | Identify process steps requiring investigation |
| 6. Operating parameters | Temperature, pH, current, time, circulation | Compare actual operating conditions |
| 7. Bath history | Additions, analysis, adjustments, filtration, maintenance | Identify possible relationships between changes and defects |
| 8. Equipment and system | Power supply, anodes, jigs/racks, filtration, agitation | Investigate causes beyond plating chemicals |
III. From Data to Root Cause: The Electroplating Defect Analysis Process
Collecting sufficient data does not mean that the root cause will automatically become clear. Data only becomes valuable when it is analyzed through a logical and systematic process.
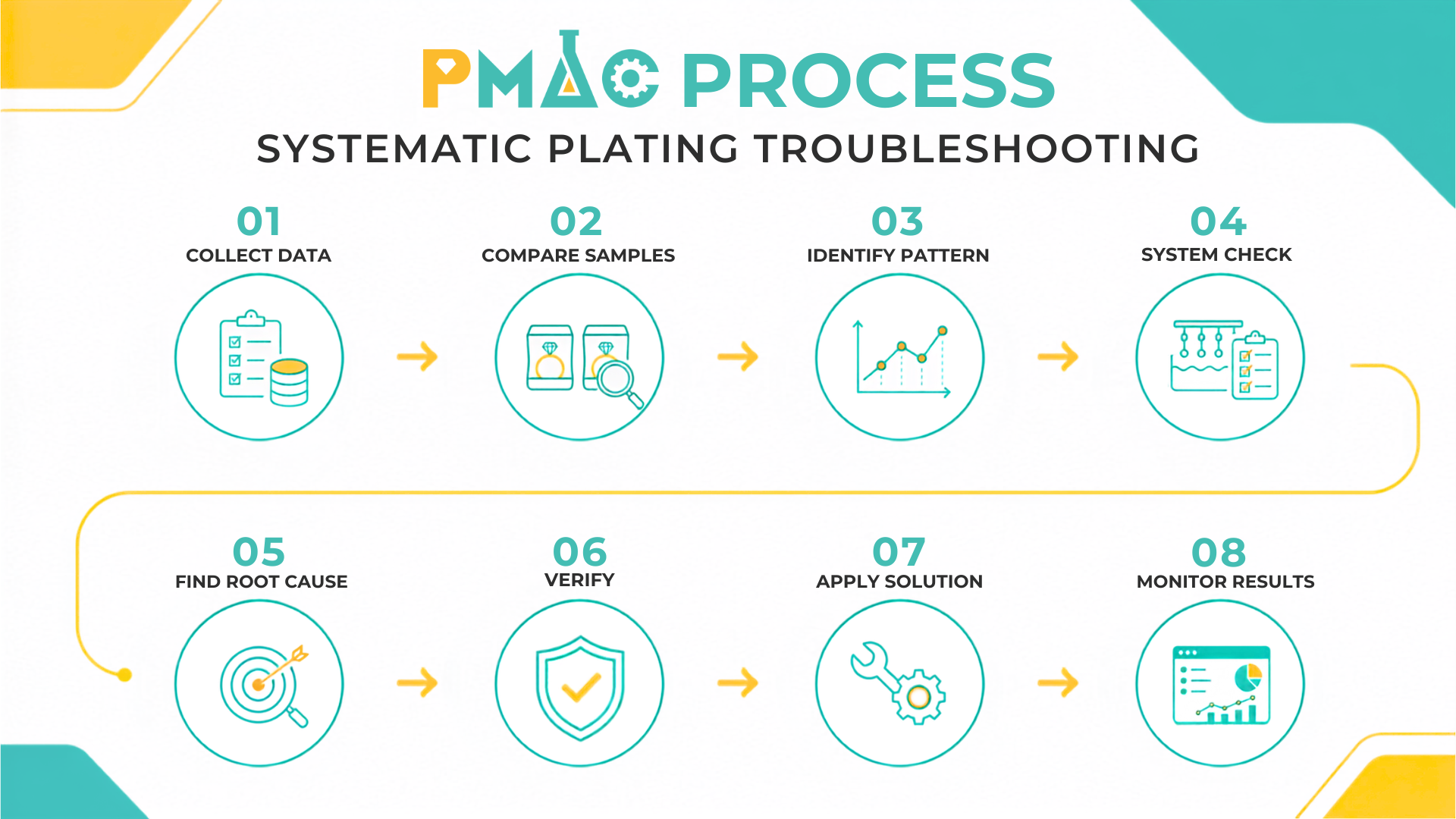
Figure 2: Electroplating defect analysis process at PMAC
Step 1: Collect and Standardize Data
Gather product samples, images, operating history, process parameters, bath data, and equipment information. Clearly distinguish between measured data, recorded observations, and assumptions.
Step 2: Compare Defective and Acceptable Samples
Identify observable differences and determine whether the defect is repeatable.
Step 3: Identify the Pattern
Analyze the defect according to time, location, product type, production batch, and scope of impact.
Step 4: Inspect the System
Evaluate the entire process chain, from substrate material and pretreatment to the plating bath, equipment, and operating practices.
Step 5: Narrow Down Potential Causes
Based on the collected data, develop evidence-based hypotheses and prioritize the factors that should be investigated first.
Step 6: Verify
Each hypothesis should be tested using data, controlled trials, or appropriate verification methods. A single correlation should not be treated as conclusive evidence.
Step 7: Propose Corrective Actions
Only after sufficient evidence has been obtained should adjustments be made according to the specific plating system and production process.
Step 8: Monitor the Results
After adjustments are implemented, continue monitoring the defect rate, coating quality, and relevant operating parameters to evaluate effectiveness.
This approach helps make electroplating troubleshooting more controlled and reduces dependence on trial-and-error methods.
IV. Common Mistakes in Electroplating Defect Analysis
1. Focusing Only on Chemicals
Chemicals are an important part of the process, but they are not the source of every problem. Equipment, substrate materials, operating practices, pretreatment, and workpiece arrangement should also be considered.
See also: How to Select Electroplating Chemicals for Your Production Line
2. Changing Multiple Parameters at the Same Time
If pH, temperature, current, and chemical additions are changed simultaneously, it becomes difficult to determine which factor produced the result. Adjustments should be based on a hypothesis and carried out under controlled conditions.
3. Failing to Maintain Operating History
Without data from before and after the defect occurred, companies lose an important source of information for identifying potentially relevant changes.
4. Not Retaining Defective Samples
If defective samples are discarded immediately, later analysis must rely on photographs or descriptions, reducing the ability to perform direct comparisons.
5. Describing Defects Too Generally
Descriptions such as “poor plating,” “bad color,” or “unacceptable product” do not provide enough information for technical analysis.
6. Failing to Compare With a Period of Stable Production
Data from a period when the process was operating well provides an important baseline. Comparing conditions “before the defect” and “after the defect” often helps identify variables that require further investigation.
V. Electroplating Defect Analysis and Technical Consulting Services at PMAC
When receiving an electroplating defect case, PMAC approaches the problem by evaluating the available data and the entire production system rather than assuming that the cause lies in one specific factor.
Depending on the actual situation, the support process may include:
- Receiving defective samples and incident information.
- Evaluating the characteristics of the defect.
- Reviewing process data and operating history.
- Examining the plating solution, equipment, and other relevant factors.
- Narrowing down potential causes that require verification.
- Proposing appropriate inspection or adjustment directions.
- Supporting result monitoring after changes are implemented.
Because every production line, plating solution, substrate material, and product is different, root cause identification should be based on actual data and verification. Conclusions should not be drawn from a single image or isolated symptom when sufficient information is not yet available.
The objective of this approach is not only to resolve an immediate problem but also to help companies build a stronger foundation for plating quality control and long-term process optimization.

Figure 3: Electroplating defect analysis and technical consulting services at PMAC
See also: Case Study: PMAC’s Process for Identifying and Resolving Uneven Gold Plating
Conclusion
Electroplating defect analysis should not begin with the question, “Which parameter should we adjust?” Instead, it should begin with the question, “What data do we have?”
Product samples, defect descriptions, time of occurrence, defect rate, substrate material, plating layer structure, operating parameters, bath history, and equipment condition form the foundation of a systematic analysis process.
Complete data does not automatically reveal the root cause. However, it provides a stronger basis for narrowing down possibilities, developing hypotheses, verifying potential causes, and resolving electroplating defects while reducing reliance on trial-and-error adjustments.
When a company encounters an electroplating problem with an unidentified cause, PMAC can support the collection and evaluation of relevant information, assess the defect, and work with the company to develop an investigation approach suited to actual production conditions.
PMAC Joint Stock Company
Ho Chi Minh City: High-Tech Center, 4th Floor, HUTECH Building, D1 Street, Saigon Hi-Tech Park, Tang Nhon Phu Ward, Ho Chi Minh City
Hanoi: No. 22B O2, Linh Dam Peninsula, Hoang Liet Ward, Hanoi
Hotline: 0387 235 878
Fanpage: PMAC